
It is a method used to create objects from powders based on atomic diffusion. Diffusion occurs in any material above absolute zero, but it occurs much faster at higher temperatures. In most sintering processes, the powdered material is held in a mold and then heated to a temperature below the melting point. The atoms in the powder particles diffuse across the boundaries of the particles, fusing the particles together and creating one solid piece. Because the sintering temperature does not have to reach the melting point of the material, sintering is often chosen as the shaping process for materials with extremely high melting-points such as tungsten and molybdenum.
Sintering is traditionally used for manufacturing ceramic objects, but finds applications in almost all field of industry. The study of sintering and of powder-related processes is known as powder metallurgy. A simple, intuitive example of sintering can be observed when ice cubes in a glass of water adhere to each other.
 Benefit
Benefit
Sintering is effective when the process reduces the porosity and enhances properties such as strength, electrical conductivity, translucency and thermal conductivity; yet, in other cases, it may be useful to increase its strength but keep its gas absorbency constant as in filters or catalysts. During the firing process, atomic diffusion drives powder surface elimination in different stages, starting from the formation of necks between powders to final elimination of small pores at the end of the process.
The driving force for densification is the change in free energy from the decrease in surface area and lowering of the surface free energy by the replacement of solid-vapor interfaces. It forms new but lower-energy solid-solid interfaces with a total decrease in free energy occurring on sintering 1-micrometre particles a 1 cal/g decrease. On a microscopic scale, material transfer is affected by the change in pressure and differences in free energy across the curved surface. If the size of the particle is small (or if the radius of curvature is large), these effects become very large in magnitude. The change in energy is much higher when the radius of curvature is less than a few micrometres, which is one of the main reasons why much ceramic technology is based on the use of fine-particle materials.
 For properties such as strength and conductivity, the bond area in relation to the particle size is the determining factor. The variables that can be controlled for any given material are the temperature and the initial grain size, because the vapor pressure depends upon temperature. Through time, the particle radius and the vapor pressure are proportional to (p0)2/3 and to (p0)1/3, respectively.
For properties such as strength and conductivity, the bond area in relation to the particle size is the determining factor. The variables that can be controlled for any given material are the temperature and the initial grain size, because the vapor pressure depends upon temperature. Through time, the particle radius and the vapor pressure are proportional to (p0)2/3 and to (p0)1/3, respectively.
The source of power for solid-state processes is the change in free or chemical potential energy between the neck and the surface of the particle. This energy creates a transfer of material though the fastest means possible; if transfer were to take place from the particle volume or the grain boundary between particles, then there would be particle reduction and pore destruction. The pore elimination occurs faster for a trial with many pores of uniform size and higher porosity where the boundary diffusion distance is smaller. For the latter portions of the process, boundary and lattice diffusion from the boundary become important.
There are two types of sintering: with pressure (also known as hot pressing), and without pressure. Pressureless sintering is possible with graded metal-ceramic composites, with a nanoparticle sintering aid and bulk molding technology. A variant used for 3D shapes is called hot isostatic pressing.
To allow efficient stacking of product in the furnace during sintering and prevent parts sticking together, many manufacturers separate ware using Ceramic Powder Separator Sheets. These sheets are available in various materials such as alumina, zirconia and magnesia. They are also available in fine medium and coarse particle sizes. By matching the material and particle size to the ware being sintered, surface damage and contamination can be reduced while maximizing furnace loading.
En / E = (D / d)3.4
where D is the density, E is Young's modulus and d is the maximum density of iron.
Sintering is static when a metal powder under certain external conditions may exhibit coalescence, and yet reverts to its normal behavior when such conditions are removed. In most cases, the density of a collection of grains increases as material flows into voids, causing a decrease in overall volume. Mass movements that occur during sintering consist of the reduction of total porosity by repacking, followed by material transport due to evaporation and condensation from diffusion. In the final stages, metal atoms move along crystal boundaries to the walls of internal pores, redistributing mass from the internal bulk of the object and smoothing pore walls. Surface tension is the driving force for this movement.
A special form of sintering, still considered part of powder metallurgy, is liquid-state sintering. In liquid-state sintering, at least one but not all elements are in a liquid state. Liquid-state sintering is required for making cemented carbide or tungsten carbide.
 Sintered bronze in particular is frequently used as a material for bearings, since its porosity allows lubricants to flow through it or remain captured within it. For materials that have high melting points such as molybdenum, tungsten, rhenium, tantalum, osmium and carbon, sintering is one of the few viable manufacturing processes. In these cases, very low porosity is desirable and can often be achieved.
Sintered bronze in particular is frequently used as a material for bearings, since its porosity allows lubricants to flow through it or remain captured within it. For materials that have high melting points such as molybdenum, tungsten, rhenium, tantalum, osmium and carbon, sintering is one of the few viable manufacturing processes. In these cases, very low porosity is desirable and can often be achieved.
Sintered bronze and stainless steel are used as filter materials in applications requiring high temperature resistance while retaining the ability to regenerate the filter element. For example, sintered stainless steel elements are used for filtering steam in food and pharmaceutical applications.
Sintering of powders containing precious metals such as silver and gold is used to make small jewellery items.
Sintering of Plastics
Plastic materials are formed by sintering for applications that require materials of specific porosity. Sintered plastic porous components are used in filtration and to control fluid and gas flows. Sintered plastics are used in applications requiring wicking properties, such as marking pen nibs. Sintered ultra high molecular weight polyethylene materials are used as ski and snowboard base materials. The porous texture allows wax to be retained within the structure of the base material, thus providing a more durable wax coating.
 For materials which are hard to sinter a process called liquid phase sintering is commonly used. Materials for which liquid phase sintering is common are Si3N4, WC, SiC, and more. Liquid phase sintering is the process of adding an additive to the powder which will melt before the matrix phase. The process of liquid phase sintering has three stages:
For materials which are hard to sinter a process called liquid phase sintering is commonly used. Materials for which liquid phase sintering is common are Si3N4, WC, SiC, and more. Liquid phase sintering is the process of adding an additive to the powder which will melt before the matrix phase. The process of liquid phase sintering has three stages:
In 1913, Weintraub and Rush patented a modified sintering method which combined electric current with pressure. The benefits of this method were proved for the sintering of refractory metals as well as conductive carbide or nitride powders. The starting boron–carbon or silicon–carbon powders were placed in an electrically insulating tube and compressed by two rods which also served as electrodes for the current. The estimated sintering temperature was 2000 °C.
In the US, sintering was first patented by Duval d’Adrian in 1922. His three-step process aimed at producing heat-resistant blocks from such oxide materials as zirconia, thoria or tantalia. The steps were: (i) molding the powder; (ii) annealing it at about 2500 °C to make it conducting; (iii) applying current-pressure sintering as in the method by Weintraub and Rush.
 Sintering which uses an arc produced via a capacitance discharge to eliminate oxides before direct current heating, was patented by G. F. Taylor in 1932. This originated sintering methods employing pulsed or alternating current, eventually superimposed to a direct current. Those techniques have been developed over many decades and summarized in more than 640 patents.
Sintering which uses an arc produced via a capacitance discharge to eliminate oxides before direct current heating, was patented by G. F. Taylor in 1932. This originated sintering methods employing pulsed or alternating current, eventually superimposed to a direct current. Those techniques have been developed over many decades and summarized in more than 640 patents.
Of these technologies the most well known is resistance sintering (also called hot pr
essing) and spark plasma sintering, while capacitor discharge sintering is the latest advancement in this field.
Spark plasma sintering (SPS) is a form of sintering where both external pressure and an electric field are applied simultaneously to enhance the densification of the metallic/ceramic powder compacts. This densification uses lower temperatures and shorter amount of time than typical sintering The theory behind it is that there is a high-temperature or high-energy plasma that is generated between the gaps of the powder materials; materials can be metals, inter-metallic, ceramics, composites and polymers. Using a DC pulse as the electrical current, spark plasma, spark impact pressure, joule heating, and an electrical field diffusion effect would be created.
Certain ceramic materials have low density, chemical inertness, high strength, hardness and temperature capability; nanocrystalline ceramics have even greater strength and higher superplasticity.
Many microcrystalline ceramics that were treated and had gained facture toughness lost their strength and hardness, with this many have created ceramic composites to offset the deterioration while increasing strength and hardness to that of nanocrystalline materials. Through various experiments it has been found that in order to design the mechanical properties of new material, controlling the grain size and its distribution, amount of distribution and other is pinnacle.

The powder compact (if a ceramic) can be created by slip casting into a plaster mould, then the final green compact can be machined if necessary to final shape before being heated to sinter.

Here G is final average grain size, G0 is the initial average grain size, t is time, m is a factor between 2 and 4, and K is a factor given by:
K = K0exp( − Q / RT)
Here Q is the molar activation energy, R is the ideal gas constant, T is absolute temperature, and K0 is a material dependent factor.
Solute ions
If a dopant is added to the material (example: Nd in BaTiO3) the impurity will tend to stick to the grain boundaries. As the grain boundary tries to move (as atoms jump from the convex to concave surface) the change in concentration of the dopant at the grain boundary will impose a drag on the boundary. The original concentration of solute around the grain boundary will be asymmetrical in most cases. As the grain boundary tries to move the concentration on the side opposite of motion will have a higher concentration and therefore have a higher chemical potential. This increased chemical potential will act as a backforce to the original chemical potential gradient that is the reason for grain boundary movement. This decrease in net chemical potential will decrease the grain boundary velocity and therefore grain growth.
Sintering is traditionally used for manufacturing ceramic objects, but finds applications in almost all field of industry. The study of sintering and of powder-related processes is known as powder metallurgy. A simple, intuitive example of sintering can be observed when ice cubes in a glass of water adhere to each other.
 Benefit
Benefit- Very high levels of purity and uniformity in starting materials
- Preservation of purity, due to the simpler subsequent fabrication process (fewer steps) that it makes possible
- Stabilization of the details of repetitive operations, by control of grain size during the input stages
- Absence of binding contact between segregated powder particles – or "inclusions" (called stringering) – as often occurs in melt processes
- No deformation needed to produce directional elongation of grains
- Capability to produce materials of controlled, uniform porosity.
- Capability to produce near net shape objects.
- Capability to produce materials which cannot be produced by any other technology.
Sintering is effective when the process reduces the porosity and enhances properties such as strength, electrical conductivity, translucency and thermal conductivity; yet, in other cases, it may be useful to increase its strength but keep its gas absorbency constant as in filters or catalysts. During the firing process, atomic diffusion drives powder surface elimination in different stages, starting from the formation of necks between powders to final elimination of small pores at the end of the process.
The driving force for densification is the change in free energy from the decrease in surface area and lowering of the surface free energy by the replacement of solid-vapor interfaces. It forms new but lower-energy solid-solid interfaces with a total decrease in free energy occurring on sintering 1-micrometre particles a 1 cal/g decrease. On a microscopic scale, material transfer is affected by the change in pressure and differences in free energy across the curved surface. If the size of the particle is small (or if the radius of curvature is large), these effects become very large in magnitude. The change in energy is much higher when the radius of curvature is less than a few micrometres, which is one of the main reasons why much ceramic technology is based on the use of fine-particle materials.

The source of power for solid-state processes is the change in free or chemical potential energy between the neck and the surface of the particle. This energy creates a transfer of material though the fastest means possible; if transfer were to take place from the particle volume or the grain boundary between particles, then there would be particle reduction and pore destruction. The pore elimination occurs faster for a trial with many pores of uniform size and higher porosity where the boundary diffusion distance is smaller. For the latter portions of the process, boundary and lattice diffusion from the boundary become important.
Ceramic sintering
Sintering is part of the firing process used in the manufacture of pottery and other ceramic objects. Some ceramic raw materials have a lower affinity for water and a lower plasticity index than clay, requiring organic additives in the stages before sintering. The general procedure of creating ceramic objects via sintering of powders includes:- Mixing water, binder, deflocculant, and unfired ceramic powder to form a slurry;
- Spray-drying the slurry;
- Putting the spray dried powder into a mold and pressing it to form a green body (an unsintered ceramic item);
- Heating the green body at low temperature to burn off the binder;
- Sintering at a high temperature to fuse the ceramic particles together.

There are two types of sintering: with pressure (also known as hot pressing), and without pressure. Pressureless sintering is possible with graded metal-ceramic composites, with a nanoparticle sintering aid and bulk molding technology. A variant used for 3D shapes is called hot isostatic pressing.
To allow efficient stacking of product in the furnace during sintering and prevent parts sticking together, many manufacturers separate ware using Ceramic Powder Separator Sheets. These sheets are available in various materials such as alumina, zirconia and magnesia. They are also available in fine medium and coarse particle sizes. By matching the material and particle size to the ware being sintered, surface damage and contamination can be reduced while maximizing furnace loading.
Process from metallic powders
This applies especially to pure metals produced in vacuum which suffer no surface contamination. Sintering under atmospheric pressure requires the usage of a protective gas, quite often endothermic gas. Many nonmetallic substances also sinter, such as glass, alumina, zirconia, silica, magnesia, lime, ice, beryllium oxide, ferric oxide, and various organic polymers. Sintering, with subsequent reworking, can produce a great range of material properties. Changes in density, alloying, or heat treatments can alter the physical characteristics of various products. For instance, the Young's Modulus En of sintered iron powders remains insensitive to sintering time, alloying, or particle size in the original powder, but depends upon the density of the final product:En / E = (D / d)3.4
where D is the density, E is Young's modulus and d is the maximum density of iron.
Sintering is static when a metal powder under certain external conditions may exhibit coalescence, and yet reverts to its normal behavior when such conditions are removed. In most cases, the density of a collection of grains increases as material flows into voids, causing a decrease in overall volume. Mass movements that occur during sintering consist of the reduction of total porosity by repacking, followed by material transport due to evaporation and condensation from diffusion. In the final stages, metal atoms move along crystal boundaries to the walls of internal pores, redistributing mass from the internal bulk of the object and smoothing pore walls. Surface tension is the driving force for this movement.
A special form of sintering, still considered part of powder metallurgy, is liquid-state sintering. In liquid-state sintering, at least one but not all elements are in a liquid state. Liquid-state sintering is required for making cemented carbide or tungsten carbide.
 Sintered bronze in particular is frequently used as a material for bearings, since its porosity allows lubricants to flow through it or remain captured within it. For materials that have high melting points such as molybdenum, tungsten, rhenium, tantalum, osmium and carbon, sintering is one of the few viable manufacturing processes. In these cases, very low porosity is desirable and can often be achieved.
Sintered bronze in particular is frequently used as a material for bearings, since its porosity allows lubricants to flow through it or remain captured within it. For materials that have high melting points such as molybdenum, tungsten, rhenium, tantalum, osmium and carbon, sintering is one of the few viable manufacturing processes. In these cases, very low porosity is desirable and can often be achieved.Sintered bronze and stainless steel are used as filter materials in applications requiring high temperature resistance while retaining the ability to regenerate the filter element. For example, sintered stainless steel elements are used for filtering steam in food and pharmaceutical applications.
Sintering of powders containing precious metals such as silver and gold is used to make small jewellery items.
Sintering of Plastics
Plastic materials are formed by sintering for applications that require materials of specific porosity. Sintered plastic porous components are used in filtration and to control fluid and gas flows. Sintered plastics are used in applications requiring wicking properties, such as marking pen nibs. Sintered ultra high molecular weight polyethylene materials are used as ski and snowboard base materials. The porous texture allows wax to be retained within the structure of the base material, thus providing a more durable wax coating.
Liquid phase sintering
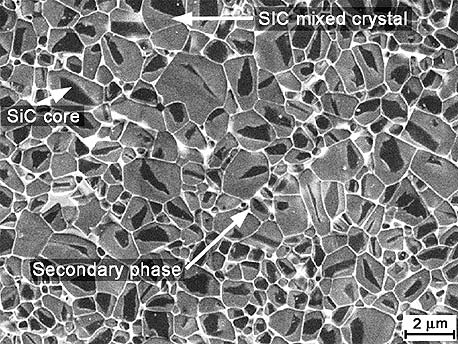 For materials which are hard to sinter a process called liquid phase sintering is commonly used. Materials for which liquid phase sintering is common are Si3N4, WC, SiC, and more. Liquid phase sintering is the process of adding an additive to the powder which will melt before the matrix phase. The process of liquid phase sintering has three stages:
For materials which are hard to sinter a process called liquid phase sintering is commonly used. Materials for which liquid phase sintering is common are Si3N4, WC, SiC, and more. Liquid phase sintering is the process of adding an additive to the powder which will melt before the matrix phase. The process of liquid phase sintering has three stages:- Rearrangement – As the liquid melts capillary action will pull the liquid into pores and also cause grains to rearrange into a more favorable packing arrangement.
- Solution-Precipitation – In areas where capillary pressures are high (particles are close together) atoms will preferentially go into solution and then precipitate in areas of lower chemical potential where particles are non close or in contact. This is called "contact flattening" This densifies the system in a way similar to grain boundary diffusion in solid state sintering. Ostwald ripening will also occur where smaller particles will go into solution preferentially and precipitate on larger particles leading to densification.
- Final Densification – densification of solid skeletal network, liquid movement from efficiently packed regions into pores.

Electric current assisted sintering
These techniques employ electric currents to drive or enhance sintering. English engineer A. G. Bloxam registered in 1906 the first patent on sintering powders using direct current in vacuum. The primary purpose of his inventions was the industrial scale production of filaments for incandescent lamps by compacting tungsten or molybdenum particles. The applied current was particularly effective in reducing surface oxides that increased the emissivity of the filaments.In 1913, Weintraub and Rush patented a modified sintering method which combined electric current with pressure. The benefits of this method were proved for the sintering of refractory metals as well as conductive carbide or nitride powders. The starting boron–carbon or silicon–carbon powders were placed in an electrically insulating tube and compressed by two rods which also served as electrodes for the current. The estimated sintering temperature was 2000 °C.
In the US, sintering was first patented by Duval d’Adrian in 1922. His three-step process aimed at producing heat-resistant blocks from such oxide materials as zirconia, thoria or tantalia. The steps were: (i) molding the powder; (ii) annealing it at about 2500 °C to make it conducting; (iii) applying current-pressure sintering as in the method by Weintraub and Rush.
 Sintering which uses an arc produced via a capacitance discharge to eliminate oxides before direct current heating, was patented by G. F. Taylor in 1932. This originated sintering methods employing pulsed or alternating current, eventually superimposed to a direct current. Those techniques have been developed over many decades and summarized in more than 640 patents.
Sintering which uses an arc produced via a capacitance discharge to eliminate oxides before direct current heating, was patented by G. F. Taylor in 1932. This originated sintering methods employing pulsed or alternating current, eventually superimposed to a direct current. Those techniques have been developed over many decades and summarized in more than 640 patents.Of these technologies the most well known is resistance sintering (also called hot pr
essing) and spark plasma sintering, while capacitor discharge sintering is the latest advancement in this field.
 Spark plasma sintering
Spark plasma sintering
Spark plasma sintering (SPS) is a form of sintering where both external pressure and an electric field are applied simultaneously to enhance the densification of the metallic/ceramic powder compacts. This densification uses lower temperatures and shorter amount of time than typical sintering The theory behind it is that there is a high-temperature or high-energy plasma that is generated between the gaps of the powder materials; materials can be metals, inter-metallic, ceramics, composites and polymers. Using a DC pulse as the electrical current, spark plasma, spark impact pressure, joule heating, and an electrical field diffusion effect would be created.
Certain ceramic materials have low density, chemical inertness, high strength, hardness and temperature capability; nanocrystalline ceramics have even greater strength and higher superplasticity.
Many microcrystalline ceramics that were treated and had gained facture toughness lost their strength and hardness, with this many have created ceramic composites to offset the deterioration while increasing strength and hardness to that of nanocrystalline materials. Through various experiments it has been found that in order to design the mechanical properties of new material, controlling the grain size and its distribution, amount of distribution and other is pinnacle.

Pressureless sintering
Pressureless sintering is the sintering of a powder compact (sometimes at very high temperatures, depending on the powder) without applied pressure. This avoids density variations in the final component, which occurs with more traditional hot pressing methods.The powder compact (if a ceramic) can be created by slip casting into a plaster mould, then the final green compact can be machined if necessary to final shape before being heated to sinter.
Sintering mechanisms
Sintering occurs by diffusion of atoms through the microstructure. This diffusion is caused by a gradient of chemical potential – atoms move from an area of higher chemical potential to an area of lower chemical potential. The different paths the atoms take to get from one spot to another are the sintering mechanisms. The six common mechanisms are:- Surface diffusion – Diffusion of atoms along the surface of a particle
- Vapor transport – Evaporation of atoms which condense on a different surface
- Lattice diffusion from surface – atoms from surface diffuse through lattice
- Lattice diffusion from grain boundary – atom from grain boundary diffuses through lattice
- Grain boundary diffusion – atoms diffuse along ground boundary
- Plastic deformation – dislocation motion causes flow of matter
Grain growth
Grain growth happens due to motion of atoms across a grain boundary. Convex surfaces have a higher chemical potential than concave surfaces therefore grain boundaries will move toward their center of curvature. As smaller particles tend to have a higher radius of curvature and this results in smaller grains losing atoms to larger grains and shrinking. This is a process called Ostwald ripening. Large grains grow at the expense of small grains. Grain growth in a simple model is found to follow:Here G is final average grain size, G0 is the initial average grain size, t is time, m is a factor between 2 and 4, and K is a factor given by:
K = K0exp( − Q / RT)
Here Q is the molar activation energy, R is the ideal gas constant, T is absolute temperature, and K0 is a material dependent factor.
Solute ions
If a dopant is added to the material (example: Nd in BaTiO3) the impurity will tend to stick to the grain boundaries. As the grain boundary tries to move (as atoms jump from the convex to concave surface) the change in concentration of the dopant at the grain boundary will impose a drag on the boundary. The original concentration of solute around the grain boundary will be asymmetrical in most cases. As the grain boundary tries to move the concentration on the side opposite of motion will have a higher concentration and therefore have a higher chemical potential. This increased chemical potential will act as a backforce to the original chemical potential gradient that is the reason for grain boundary movement. This decrease in net chemical potential will decrease the grain boundary velocity and therefore grain growth.

